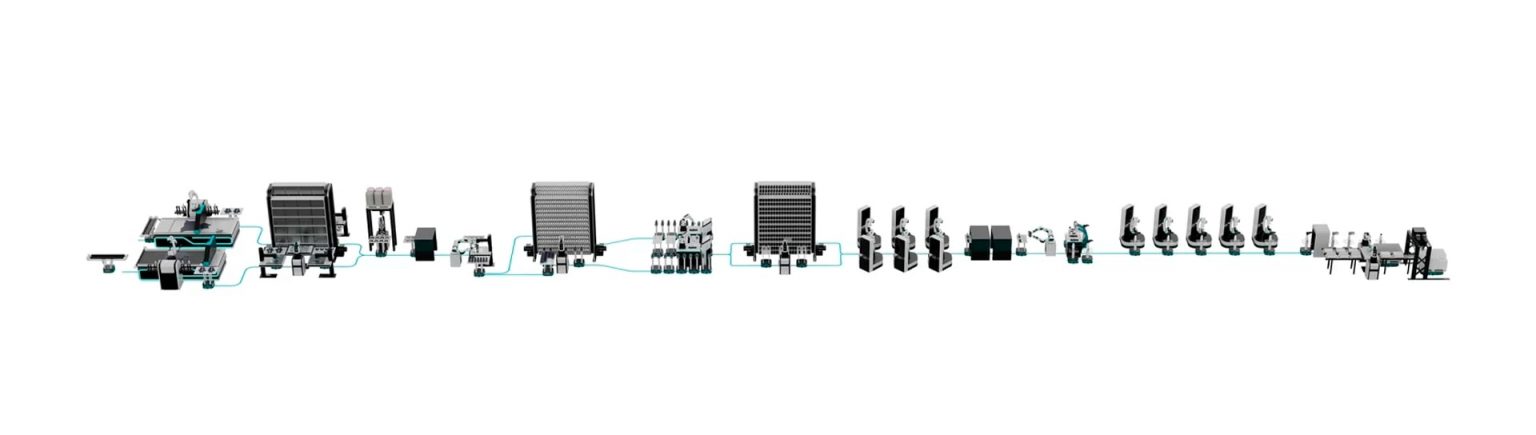
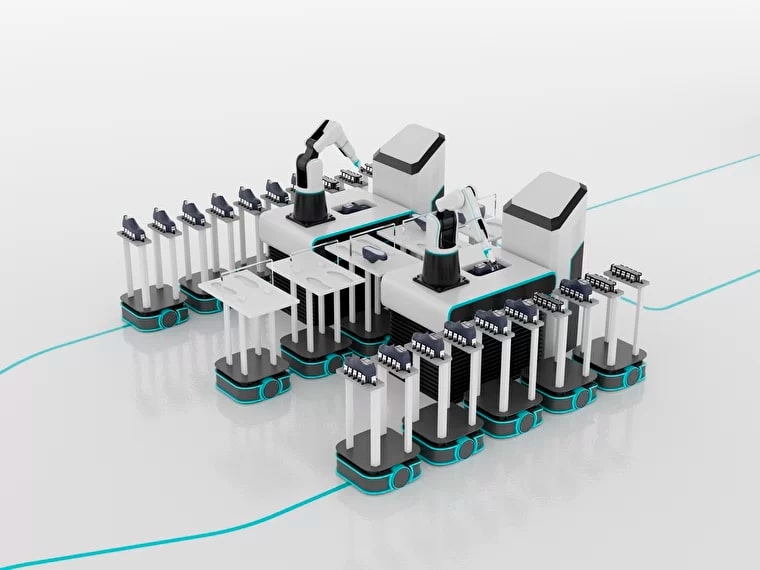
HOW IT WORKS
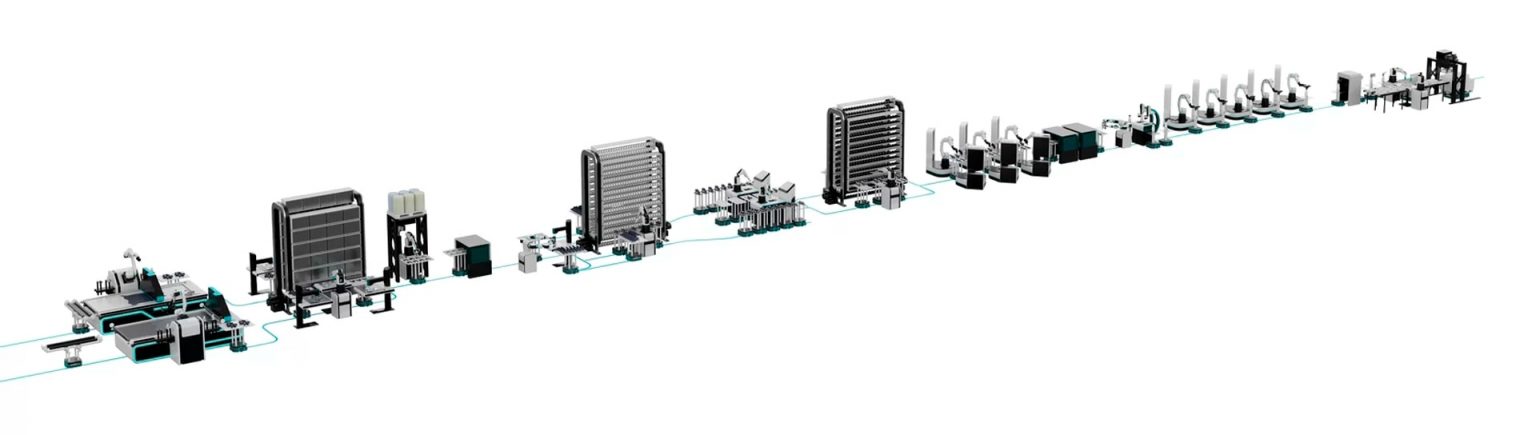
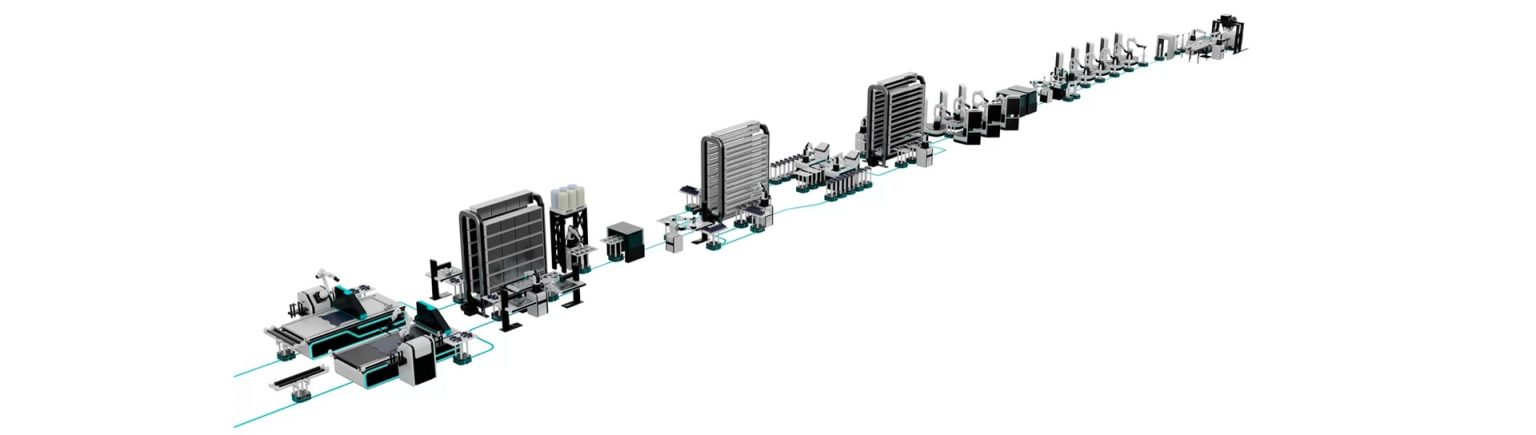
ICOL Smart Factory is the living example of the footwear industry of the future. Each production stage is separated into an independent robotic cell while the interaction between different cells is highly efficient and automated.
ICOL Smart Factories have the following distinctive features :
– High level of automation: 4-5 service cells can be operated by a few workers.
– Manufacturing stages are fully independent: you can implement some of the solutions without interfering with the remaining processes.
– A seamless integration of all designing and manufacturing stages: the production of each new model can start immediately.
– AI and Computer Vision provide high precision, less defects and an unprecedented low level of leather waste.
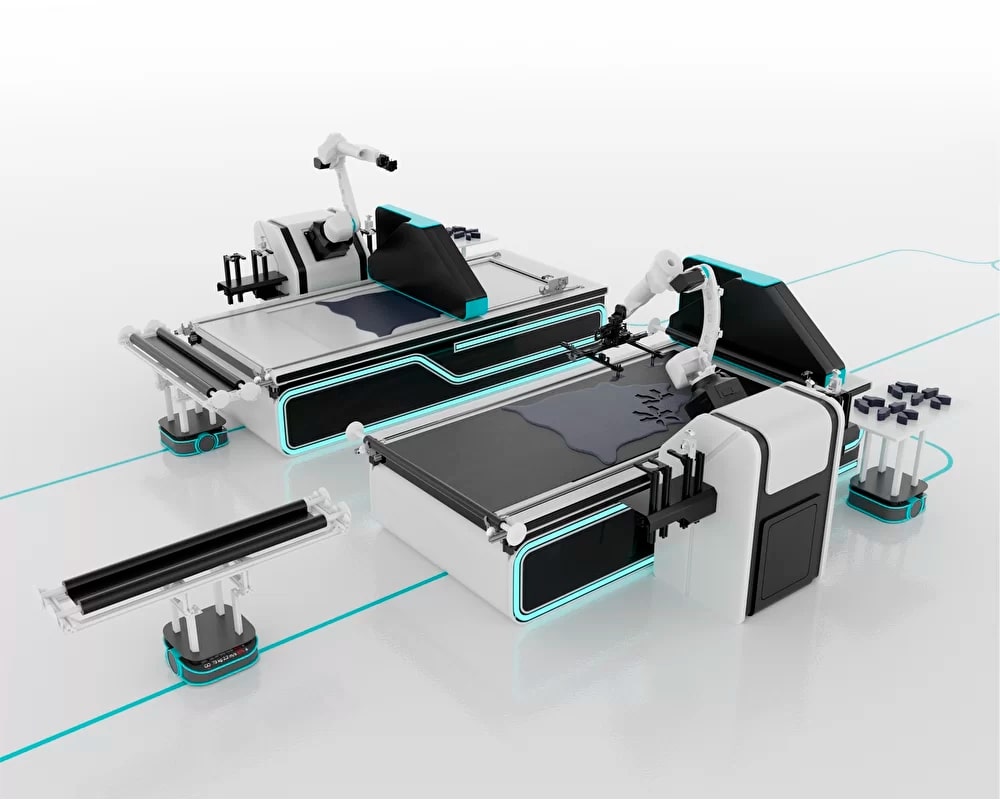
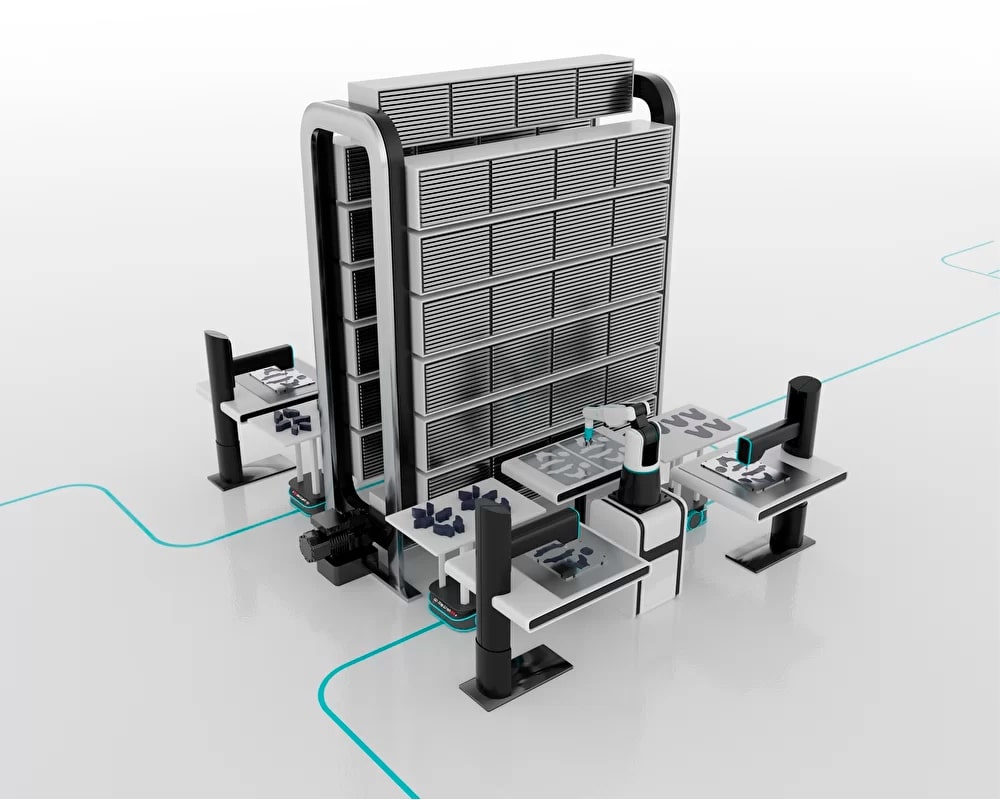
LEATHER CUTTING CENTER
Cutting center is the first stage of leather footwear manufacturing process. It includes the following steps:
1. An AGV mobile robot brings the leather to the cutting line cells.
2. The leather is rolled out on the vacuum surface of the cutting table.
3. The optical scanner creates the digital twin of the leather and detects imperfections.
4. Cloud software analyzes the results of defect detection and creates a digital scheme for cutting with the lowest possible level of leather waste.
5. The system is able to work with different manufacturing tasks at the same time by placing details from different models on the same leather. Due to this the system makes it possible to produce custom made footwear with no losses in terms of profitability.
6. Robots process and stamp, brand, emboss and punch holes, etc. Each operation is performed using different tools.
7. Cutting comes after all other processing stages are completed to provide high quality products and higher speed of manufacturing process. This is ICOL’s patented technology called IISC (ICOL Intelligent Screening & Cutting).
8. The gripper removes the ready-cut details from the cutting table and places them on the AGV table for further transportation and processing.
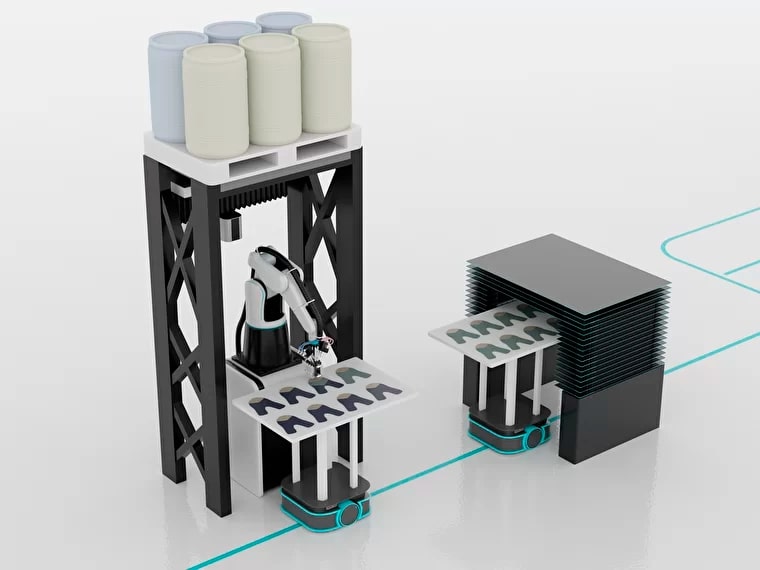
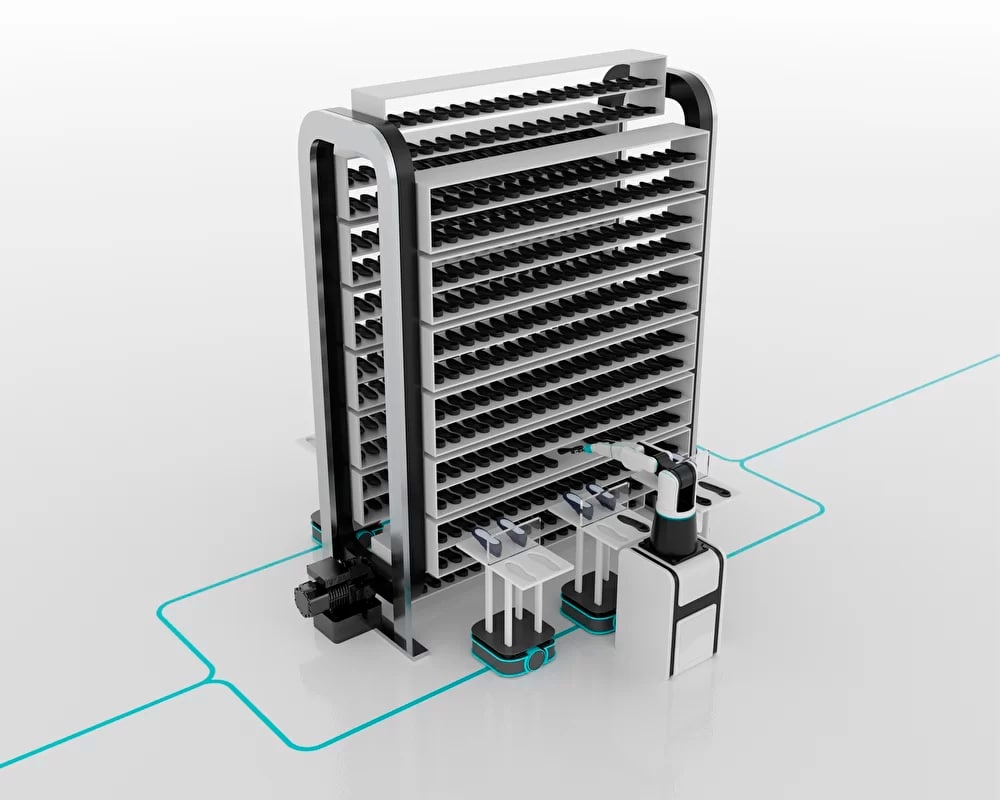
ASSEMBLY CENTER
1. An AGV mobile robot brings a set of details to the upper (vamp) sewing cell.
2. The robotic manipulator takes a pallet from the automated carousel rack, opens it and puts the details inside.
3. Next, the robotic manipulator dispatches the pallet to an automatic sewing machine. Each robotic manipulator can serve up to two sewing machines at the same time. While the automated carousel rack ISER (ICOL Smart Elevator Rack) designed with symmetrical access can serve up to four automatic sewing machines installed around it.
4. The automatic sewing machine sews the details together.
5. The robotic manipulator takes the sewn parts and puts them on AGV mobile robot for further transportation and processing.
6. Depending on the manufacturing process, the used pallet can be reassembled, returned to the automated carousel rack either to repeat the process or to start a new one.
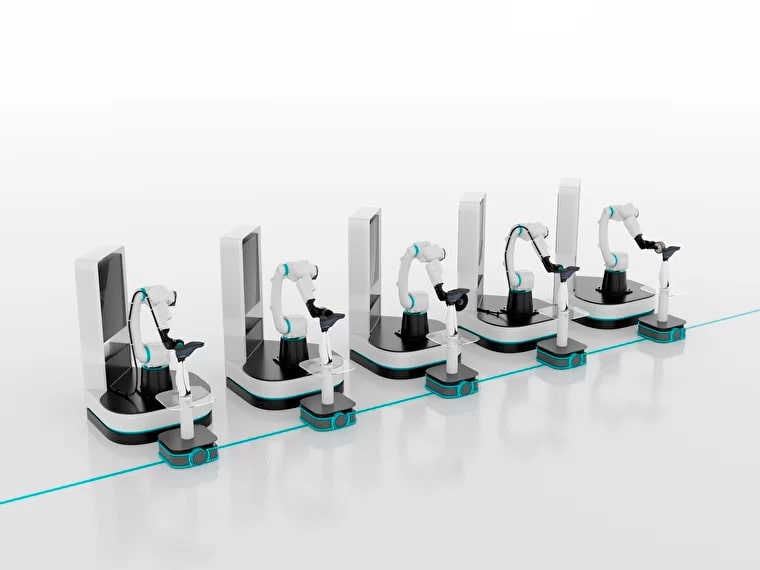
UPPER (VAMP) REINFORCEMENT (LINING SPUTTERING)
Traditionally, woven or nonwoven fabrics, fur or leather are used as lining materials. They are sewn on or glued to the upper (vamp) footwear details. ICOL Group has invented and patented a brand new layer sputtering technology, called ICOL Polycomposite Layer Sputtering (IPLS).
1. The robot uses the injection tool to apply reinforcing polymer to the inner side of the details that would make the upper of a shoe.
2. The application of composite compounds stiffens, polymerizes and provides the desired properties of thermal insulation, air circulation, waterproof, absorption and comfort. The spraying injector is also the patented technology from ICOL Group.
3. This type of lining is far more resistant to friction, bending and stretching than the traditional materials.
4. ICOL Polycomposite Layer Sputtering (IPLS) technology provides the opportunity to vary layer thickness and to use up to 6 different compounds within one technological operation, including multi-layer application to the same part.
5. The polymerization of the compound is possible only in special ovens. After that the components are sent to the next stage.
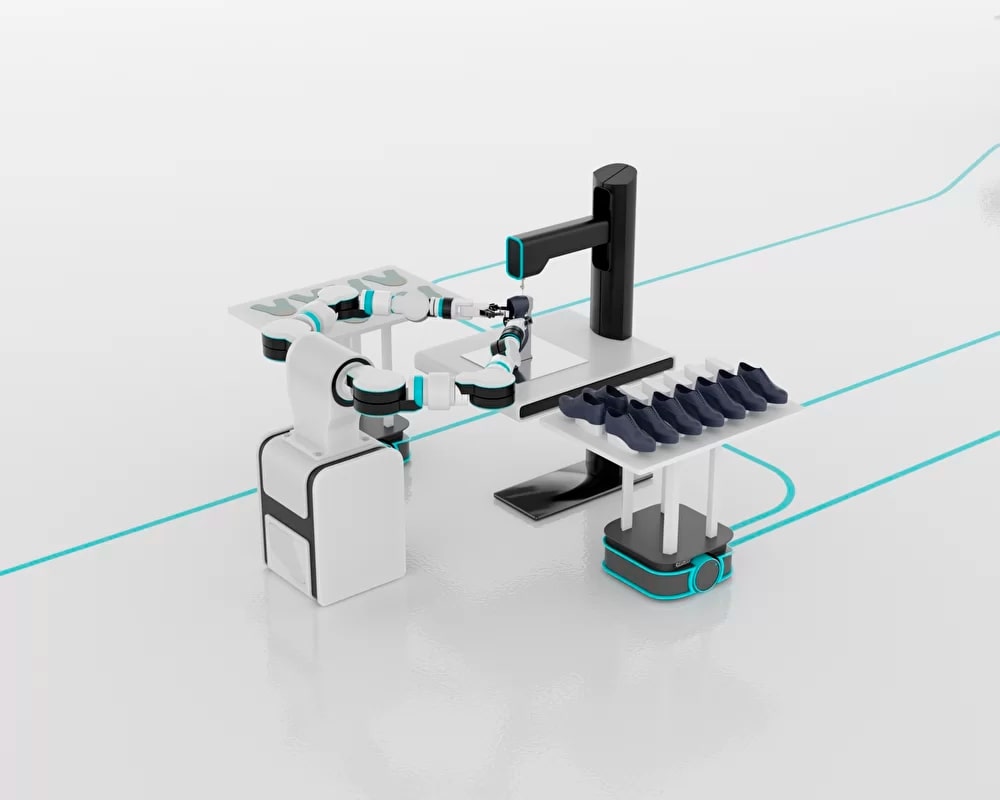
LASTING CENTER
This is the process of giving flat upper details the required volume.
1. A two-handed robot brings the flat upper (vamp) to a column sewing machine.
2. The machine sews together details of the upper (vamp) in a way that it gets the required shape.
3. The robot puts the finished upper to the AGV mobile robot having special shape-holding construction for further transportation.
THE UPPER (VAMP) PROCESSING CENTER
1. The gripper takes from the automated carousel rack the required shoe last and places it on special electromechanical grippers installed on AGV mobile robots. ICOL has also developed and patented Precise & Delicate Stretch Grip device (IPDSG) that allows robots to put the upper of a shoe on to the shoe last more carefully and precisely and much faster than it could be done manually.
2. One AGV is equipped with two different grips on both sides, left and right. Magnetic fasteners and fitting elements make it possible to position the element correctly and fix it.
3. The robotic gripper takes the upper (vamp) and puts it onto the shoe last. Then the IPDSG grips are activated and slowly compress along the lower contour of the upper (vamp), delicately and precisely pulling the upper onto the shoe last until it perfectly fits.
4. Once the process is finished, IPDSG grips are released and the upper pulled on to the shoe last is transferred to the next stage.
THE TOE CAP PROCESSING CENTER
1. AGV mobile robots transport the upper (vamp) to the glue lasting machines.
2. The robotic hand takes the workpiece from the AGV table and puts it in the receiving tray.
3. Special mechanism inserts the insole and evenly applies the glue to the surfaces.
4. The same mechanism lasts the toe cap and adheres the necessary parts.
5. When the operation is finished, the robotic hand takes the workpiece and puts it on the AGV table to be transported to the next stage.
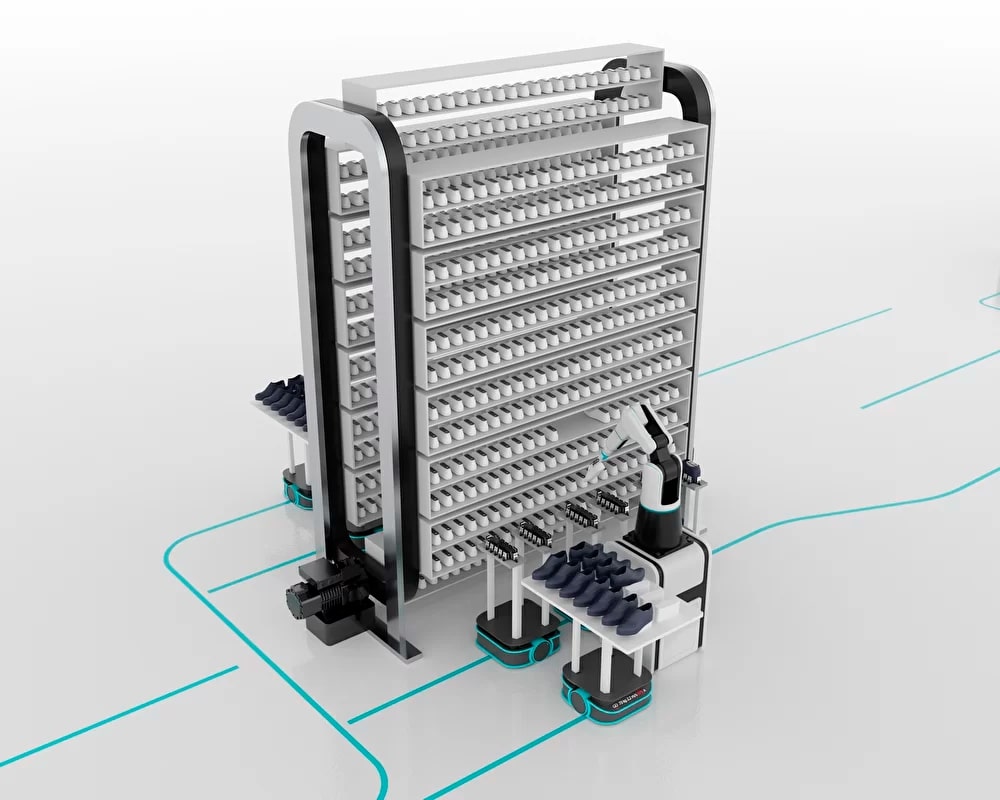
SOLE PICKING CENTER
1. The AGV mobile robot takes both right and left upper parts to the ISER rack packed with soles.
2. A robot manipulator on this station picks the required soles and puts them into special slots of AGV transportation table next to the corresponding upper parts.
3. The complete set is moved by the AGV mobile robot to the sole joining center.
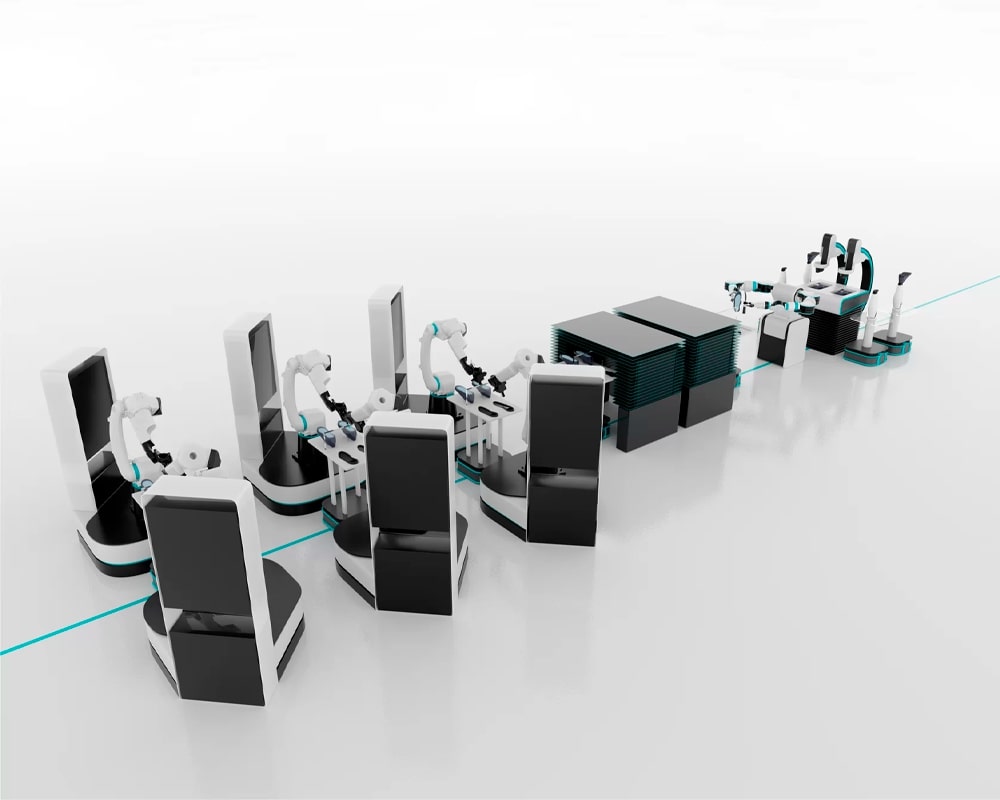
SOLE JOINING CENTER
1. The AGV mobile robot moves the upper (vamp) and the soles along the robot production line step by step. The robots work consecutively, performing the following operations:
– the first robot roughs side surfaces
– the second one roughs the bottom surface
– the third one applies the glue
The robots are arranged in pairs to be able to work both with the upper (vamp) and the sole.
2. Once the glue is applied the workpieces (both the upper and the sole) are transferred first to the drying chamber and then to the glue activation chamber.
3. A two-handed robot precisely positions and joins the upper and the sole.
4. Then the same robot puts a nearly ready shoe into a membrane press where the upper is finally aligned to the sole and sealed together.
5. The robotic hand takes out the shoe and puts it on a special bracket of an AGV mobile robot. The bracket imitates the lower leg of a human and is equipped with a special mechanism allowing to change the width. That function is useful for production of high-heels shoes, boots and ankle boots.
6. Once the sole is glued the shoes are transferred to finishing and packing.
FINISHING
The finishing touches involve passing it down to the quality control check, as well as for imparting some new properties.
– Airbrushing is used to conceal imperfections of the painting process or small scratches.
– Polishing with wax or cream makes shoes soft, shiny and water resistant.
– Impregnation makes shoes even more water repellent.
1. The AGV mobile robots transport the shoes along the production line with robotic hands that:
— airbrush
— apply cream polish
— polish the surfaces
— apply impregnating agents
— add finishing touches to the sole
2. Then the shoes are transferred to the packing stage.

PACKAGING
1. The finished shoes are wrapped in a textile bag made of eco-friendly recycled material.
2. A robotic arm takes a box from one conveyor belt and a box cover – from another.
3. The same robot puts the box onto the packing table where the box is fixed.
4. The second robot takes the shoe from the bracket leaving the last on the lower leg and puts it in a box.
5. Once it’s done, the first robot closes the box and pushes it to the transportation belt.
6. A robotic crane removes the box from the belt and transfers it to the pallet placed at the top of AGV.
7. AGV mobile robots take the pallets with shoes to the warehouse and then they will be delivered to the customers.
INNOVATIONS IN EVERY SOLUTION
ICOL Smart Factories use a variety of unique technologies:
– automated leather cutting center
– sewing machines
– carousel racks
– lining layer sputtering
– vacuum gripper
– automated lasting machines
– membrane vacuum presses
– grippers
– tools
– software
AGV mobile robots developed by our own team of engineers handle all the inbound logistics inside ICOL Smart Factories.
We continue to work and improve every technological solution we provide within the whole ecosystem created by ICOL Group.


WE HAVE A BROAD AND DEEP UNDERSTANDING OF FOOTWEAR INDUSTRY
ICOL Smart Factory is a brilliant result of the painstaking teamwork of robotics engineers, chemists, IT specialists and scientists, as well as technologists, designers and specialists in marketing working with footwear brands and manufacturers.
There are several stages of testing new solutions. First we test every solution in our own R&D center. Then the fully functional prototype is produced every time a new technology has been introduced to the whole process. Then we deliver the prototype to one of the leading manufacturing factories to test it in real life conditions and make changes if necessary.
SMOOTH IMPLEMENTATION
ICOL Group has been involved in the robotization of manufacturing processes since the group was created. We support our clients even when the solution has already been implemented.
– Our specialists audit the production, create different scenarios for efficient implementation of the project and help to choose the most appropriate one.
– When necessary we can contact the leasing companies to take over the financial issues.
– We provide 24/7 support during the installation period and launch of the equipment.
Get more advantages by joining ICOL today!
